Всё что нужно знать о сварочных электродах
Содержание:
- Характеристики сварочных электродов
- Совместимость со сварочными аппаратами
- Виды электродов по свариваемым металлам
- Классификация электродов
- Маркировка электродов для сварки
- Покрытие электродов
- Диаметр электрода
- Подбираем силу тока
Сварочные электроды — небольшой металлический (в некоторых случаях неметаллический) стержень, сделанный из электропроводных материалов. Используется для подачи тока на материал, который сваривают. Качество сварочного шва зависит от электрода и от способа движения во время выполнения сварки. Электроды защищают сварочную ванну от газов и формируют шов с требуемыми свойствами. Одними из самых надежных считаются электроды с рутилово-целлюлозным покрытием. Ознакомиться и купить электроды для сварки вы можете прямо на нашем сайте.
Читайте также: Как выбрать сварочный аппарат
Характеристики сварочных электродов
Есть несколько рекомендаций, по которым нужно выбирать сварочный электрод:
- Толщина металла, который вы будете сваривать. Чем толще металл, тем большего диаметра электрод нужно взять.
- Большое значение имеет марка металла. Поэтому определить этот параметр — первостепенная задача.
- Определитесь с пространственным положением сварки.
Также по электроду определяют, какой ток нужно подавать. Рассчитывается он так: на каждый 1 мм электрода подают 30 – 40 Ампер тока. К примеру, на электрод диаметром 3 мм подают 90 – 120 Ампер. При сваривании в вертикальном положении, нужно уменьшить силу тока на 15%.
Совместимость со сварочными аппаратами
При выборе сварочных электродов нужно учитывать не только вид металла, для которого они нужны. Конечно важно, что вы будете сваривать — алюминий, чугун или нержавейку. Нельзя также забывать про тип сварочного аппарата. Для различных аппаратов потребуются разные электроды. Перечислим основные их виды и расходный материал для них:
- Полуавтомат. Привлекает покупателей своей доступной ценой, на рынке есть большой выбор данных аппаратов. Вам понадобится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.
- Аппараты для TIG-сварки. Пользуются популярностью за счёт своей универсальности и тонкой настройки. Тут используют тугоплавкие электроды с вольфрамовым покрытием.
- Инверторы. Самые популярные аппараты, используемые для домашних работ. Для сварочных работ на таком инструменте используют любые плавящиеся электроды.

Виды электродов по типу сварочных металлов
Есть множество марок электродов. Важно при работе использовать средства защиты, основные из них — это спилковые краги и очки, или маска сварщика. Каждый вид электродов используется для различных металлов и положений. Главная цель — упростить сварочный процесс. Кроме этого, они уменьшают количество расходуемого материала и увеличивают качество соединения. Рассмотрим самые популярные материалы и виды электродов, подходящих для них:
- Для сварки среднеуглеродистой стали используют следующие электроды: УОНИ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНИ-13/55, К-5А, УОНИ-13/65, поскольку они снижают шанс образования закалочных структур.
- Количество марок для сварки легированных сталей немного меньше. Сюда входят: Э70, Э85, Э100, Э125, Э150. Эти электроды используются при сварке стали повышенной и высокой прочности. Есть специальные электроды для легированных теплоустойчивых сталей: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
- Нержавейка имеет низкую электропроводность и сильное электрическое сопротивление. Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
- При выборе электрода для чугуна нужно учитывать его вид. Для ковкого подойдут такие марки: МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4. Для серого чугуна понадобятся ЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2.
- Для сварки меди подойдут такие типы: Комсомолец-100, ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ZELLER 390.
Классификация электродов

Маркировка электродов для сварки
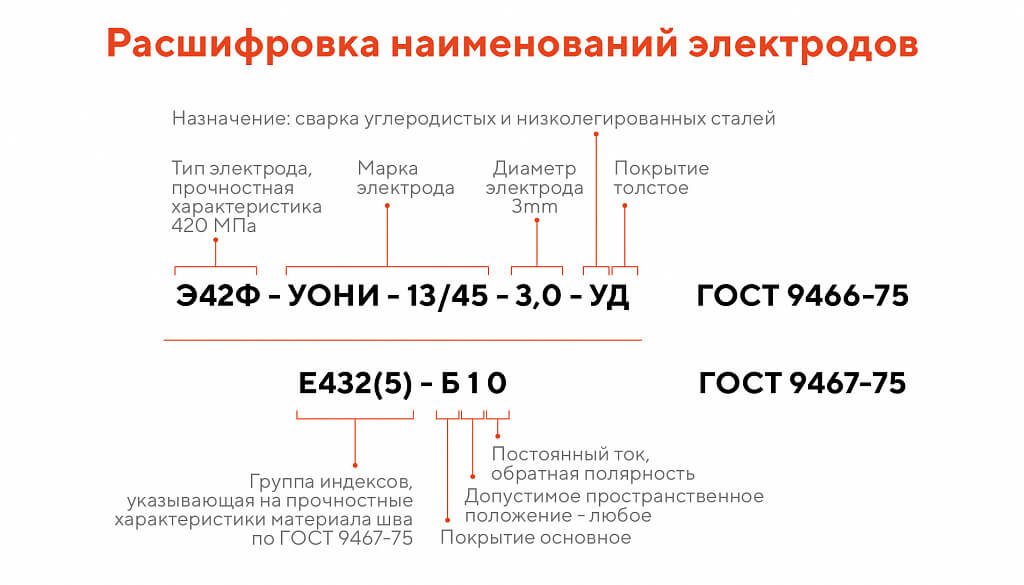
Чтобы не было проблем с выбором нужного электрода была создана специальная маркировка. У новичка она может вызвать затруднение, но принцип ее прост. Используются буквы и цифры в специальной последовательности. Все названия состоят из блоков:
- тип;
- марка;
- диаметр;
- сфера применения;
- толщина покрывающего слоя;
- индекс;
- тип покрытия;
- возможные положения для работы;
- тип рекомендуемого тока.
Стоит отдельно упомянуть о положении электродов. Различают 4 вида:
- горизонтальное расположение;
- нижнее расположение;
- потолочное расположение;
- вертикальное расположение.
На маркировке делают следующие обозначения:
- 1 – электрод подходит для сварки во всех положениях;
- 2 – сварка во всех положениях, кроме вертикального сверху вниз;
- 3 – во всех положениях, кроме вертикального сверху вниз и потолочного;
- 4 – для швов нижнего и нижнего в «лодочку».
Покрытие электродов
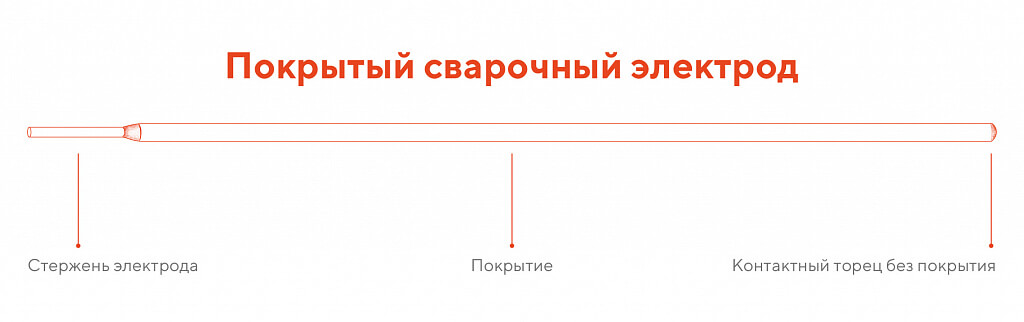
Покрытие электродов — это порошковая смесь, которая наносится на металлический стержень и необходима для:
- обеспечения стабильного горения дуги;
- придания металлическому шву нужных свойств.
Есть 4 основных вида покрытия, остальные — смеси из них. При этом удобно использовать магнитный угольник при работе со стальными сплавами.

- Кислое покрытие — состоит из окисей железа, свинца и других металлов. Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
- Основное покрытие — в качестве основы в них используется фтористый кальций и карбонат кальция. Такие электроды имеют малую окисленность, что обеспечивает хорошее раскисление металла.
- Целлюлозное покрытие содержит большое количество целлюлозы. Такое покрытие позволяет сваривать сверху вниз. Не рекомендуется использовать при сваривании закаливающихся сталей.
- Рутиловое покрытие (основной компонент электродов — рутил). Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
Диаметр электрода
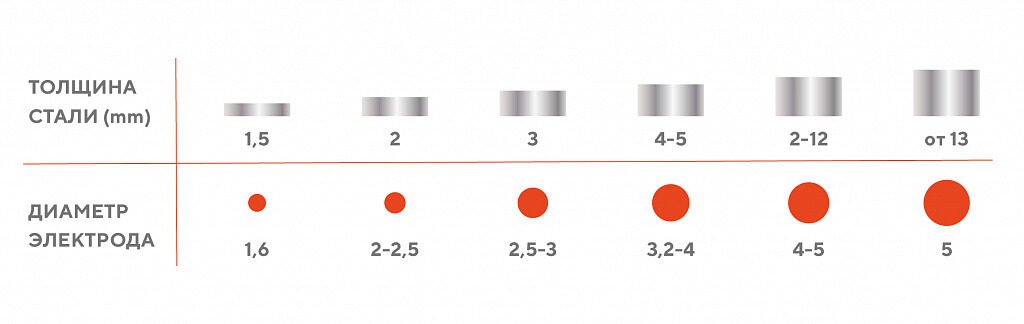
Диаметр электрода зависит от размера стального стержня. Бывают следующих диаметров: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, их длина варьируется от 350 до 400 мм. Длина зависит от легирования стального стержня. Существует три характеристики, тесно связанных между собой: диаметр электрода, толщина свариваемого материала и сила тока. Диаметр электрода полностью зависит от свариваемого материала. При сварке материала от 0.5 до 1.5 практически не используется ручная дуговая сварка, применяют TIG-сварку или сварку полуавтоматом.
Подбираем силу тока
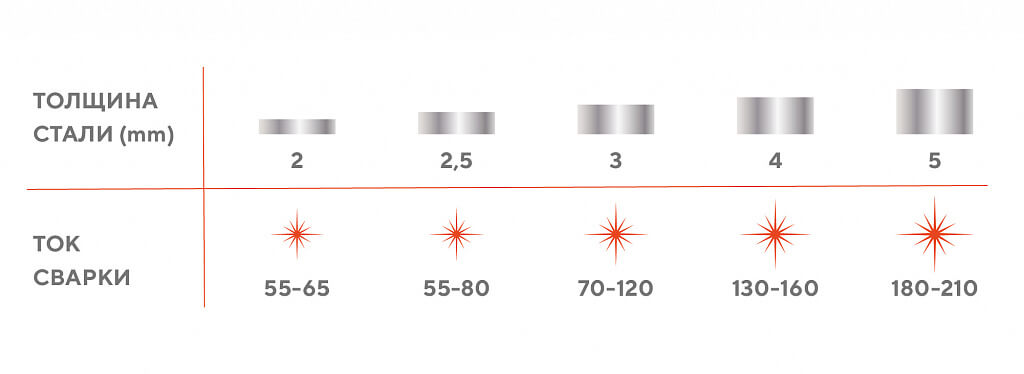
Сила тока взаимосвязана с диаметром электрода. Также большое влияние имеет положение сварного шва в пространстве. При сварке в потолочном и вертикальных положениях следует брать электрод диаметром от 4 мм. При этом нужно снижать силу тока на 15-20% относительно силы в других положениях.

К выбору электрода для сварки следует подходить ответственно. От правильного или неправильного выбора зависит качество и долговечность шва. Обязательно обратите внимание на толщину свариваемого материала и на положение, в котором планируете работать. Подробно изучите маркировку — большую часть информации можно узнать по ней.