Все що потрібно знати про зварювальні електроди
Зміст:
- Характеристики зварювальних електродів
- Сумісність зі зварювальними апаратами
- Види електродів по зварювальним
- Класифікація електродів
- Маркування електродів для зварювання
- Покриття електродів
- Діаметр електрода
- Підбираємо силу струму
Зварювальні електроди — невеликий металевий (в деяких випадках неметалевий) стрижень, зроблений з електропровідних матеріалів. Використовується для подачі струму на матеріал, який зварюють. Якість зварювального шва залежить від електрода і від способу руху під час виконання зварювання. Електроди захищають зварювальну ванну від газів і формують шов з необхідними властивостями. Одними з найбільш надійних вважаються електроди з рутилово-целюлозним покриттям. Ознайомитися і придбати електроди для зварювання ви можете прямо на нашому сайті.
Читайте також: Як вибрати зварювальний апарат
Характеристики зварювальних електродів
Є кілька рекомендацій, за якими потрібно вибирати зварювальний електрод:
- Товщина металу, який ви будете зварювати. Чим товщий метал, тим більшого діаметру електрод потрібно взяти.
- Велике значення має марка металу. Тому визначити цей параметр — першорядне завдання.
- Визначтеся з просторовим положенням зварювання.
Також по електроду визначають, який струм потрібно подавати. Розраховується він так: на кожен 1 мм електрода подають 30-40 Ампер струму. Наприклад, на електрод діаметром 3 мм подають 90-120 Ампер. При зварюванні у вертикальному положенні, потрібно зменшити силу струму на 15%.
Сумісність зі зварювальними апаратами
При виборі зварювальних електродів потрібно враховувати не тільки вид металу, для якого вони потрібні. Звісно важливо, що ви будете зварювати — алюміній, чавун або нержавійку. Не можна також забувати про тип зварювального апарату. Для різних апаратів будуть потрібні різні електроди. Перелічимо основні їх види та витратний матеріал для них:
- Напівавтомат. Приваблює покупців своєю доступною ціною, на ринку є великий вибір даних апаратів. Вам знадобиться плавкий електрод у вигляді дроту. Під час роботи електрод подають до місця зварювальної ванни. Також зварювальний напівавтомат може варити електродом.
- Апарати для TIG-зварювання. Користуються популярністю за рахунок своєї універсальності і тонкого налаштування. Тут використовують тугоплавкі електроди з вольфрамовим покриттям.
- Інвертори. Найпопулярніші апарати, що використовуються для домашніх робіт. Для зварювальних робіт на такому інструменті використовують будь-які електроди, що плавляться.

Види електродів за типом зварювальних металів
Є безліч марок електродів. Важливо під час роботи використовувати засоби захисту, основні з них — це спилкові краги і окуляри, або маска зварювальника. Кожен вид електродів використовується для різних металів і положень. Головна мета — спростити зварювальний процес. Крім цього, вони зменшують витрати матеріалу і збільшують якість з'єднання. Розглянемо найпопулярніші матеріали і види електродів, які підходять для них:
- Для зварювання середньовуглецевої сталі використовують такі електроди: УОНІ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНІ-13/55, К- 5А, УОНІ-13/65, оскільки вони знижують шанс утворення гартівних структур.
- Кількість марок для зварювання легованих сталей трохи менше. Сюди входять: Е70, Е85, Е100, Е125, Е150. Ці електроди використовуються при зварюванні сталі підвищеної і високої міцності. Є спеціальні електроди для легованих теплостійких сталей: Е-09М, Е-09МХ, Е-09Х1М, Е-05Х2М, Е-09Х2М1, Е-09Х1МФ, Е-10Х1М1НФБ, Е-10ХЗМ1БФ, Е-10Х5МФ.
- Нержавійка має низьку електропровідність і сильний електричний опір. Для зварювання цього металу використовують: ОЗЛ-14, ЛЕЗ-8, ЦТ-50, ЕА-400, ОЗЛ-14А, Н-48, АНВ-36.
- При виборі електрода для чавуну потрібно враховувати його вид. Для ковкого підійдуть такі марки: МНЧ-2, ОЗЧ-6 і 2, ЦЧ-4. Для сірого чавуну знадобляться ЗЧ-2 і 6, 4, ОЗЖН-1 і ОЗЖН-2, МНЧ-2.
- Для зварювання міді підійдуть такі типи: Комсомолець-100, ОЗБ-2М, ОЗБ-3, АНЦ / ОЗМ-2, АНЦ / ОЗМ-3, ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ZELLER 390.
Класифікація електродів

Маркування електродів для зварювання
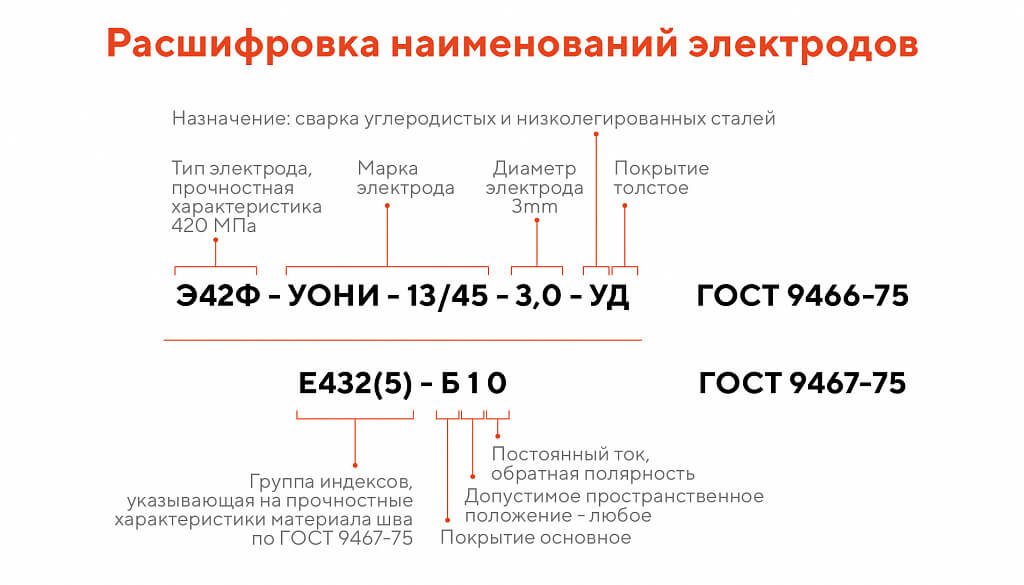
Щоб не було проблем з вибором потрібного електрода було створене спеціальне маркування. У новачка воно може викликати труднощі, але принцип його простий. Використовуються літери і цифри в спеціальній послідовності. Всі назви складаються з блоків:
- тип;
- марка;
- діаметр;
- сфера застосування;
- товщина покривного шару;
- індекс;
- тип покриття;
- можливі положення для роботи;
- тип рекомендованого струму.
Варто окремо згадати про розташування електродів. Розрізняють 4 види:
- горизонтальне розташування;
- нижнє розташування;
- стельове розташування;
- вертикальне розташування.
На маркуванні роблять такі позначення:
- 1 - електрод підходить для зварювання в усіх положеннях;
- 2 - зварювання у всіх положеннях, окрім вертикального зверху донизу;
- 3 - в усіх положеннях, окрім вертикального зверху донизу і стельового;
- 4 - для швів нижнього і нижнього в «човник».
Покриття електродів
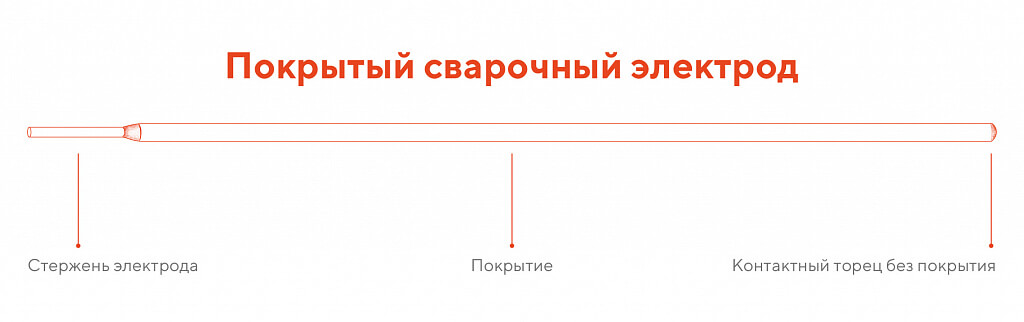
Покриття електродів — це порошкова суміш, яка наноситься на металевий стрижень і необхідна для:
- забезпечення стабільного горіння дуги;
- додавання металевому шву потрібних властивостей.
Є 4 основні види покриття, інші — суміші з них. При цьому зручно використовувати магнітний кутник при роботі зі сталевими сплавами.

- Кисле покриття — складається з оксидів заліза, свинцю та інших металів. Шви, зроблені з електродами, що мають таке покриття, схильні до утворення гарячих тріщин.
- Основне покриття — в якості основи в них використовується фтористий кальцій і карбонат кальцію. Такі електроди мають малу частку окислення, що забезпечує хороше розкислення металу.
- Целюлозне покриття містить велику кількість целюлози. Таке покриття дозволяє зварювати зверху донизу. Не рекомендується використовувати при зварюванні сталей, що гартуються.
- Рутилове покриття (основний компонент електродів — рутил). Не рекомендується використовувати в конструкціях, що піддаються впливу високих температур.
Діаметр електрода
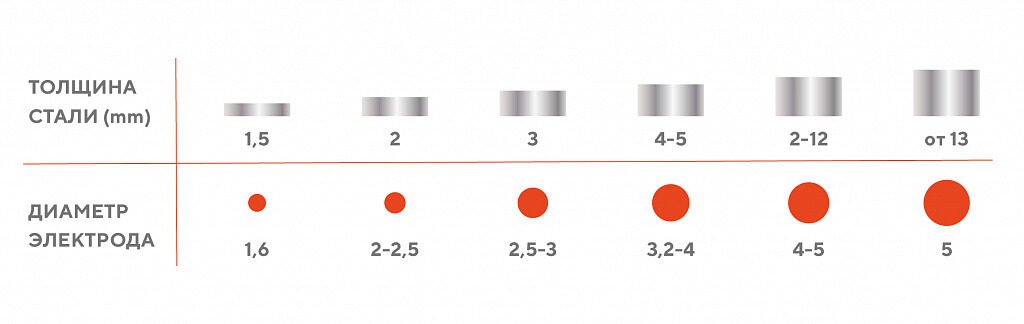
Діаметр електрода залежить від розміру сталевого стрижня. Бувають наступних діаметрів: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, їх довжина варіюється від 350 до 400 мм. Довжина залежить від легування сталевого стрижня. Існує три характеристики, тісно пов'язаних між собою: діаметр електрода, товщина зварюваного матеріалу і сила струму. Діаметр електрода повністю залежить від зварюваного матеріалу. При зварюванні матеріалу від 0.5 до 1.5 практично не використовується ручна дугова зварка, застосовують TIG-зварювання або зварювання напівавтоматом.
Підбираємо силу струму
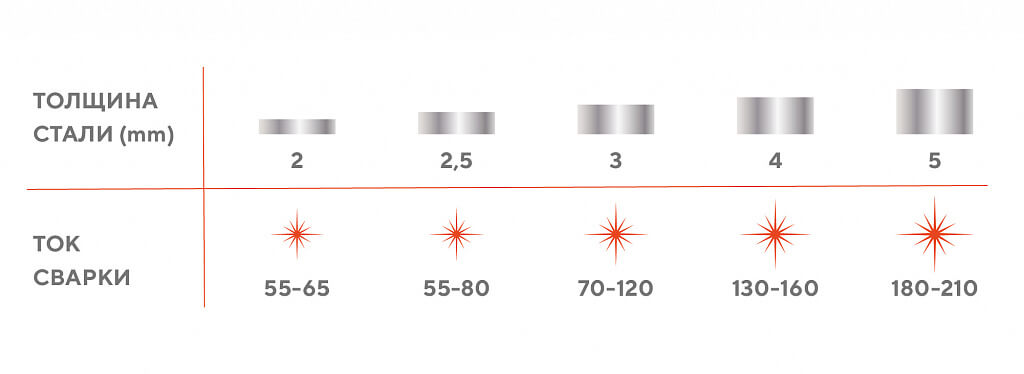
Сила струму взаємопов'язана з діаметром електрода. Також великий вплив має положення зварювального шва в просторі. При зварюванні в стельовому і вертикальному положеннях слід брати електрод діаметром від 4 мм. При цьому потрібно знижувати силу струму на 15-20% відносно сили в інших положеннях.

До вибору електрода для зварювання слід підходити відповідально. Від правильного або неправильного вибору залежить якість і довговічність шва. Обов'язково зверніть увагу на товщину зварюваного матеріалу і на становище, в якому плануєте працювати. Детально вивчіть маркування — більшу частину інформації можна дізнатися за ним.